Integrated Aluminium Recycling Plants for Better Metal Recovery
Aluminium is one of the world’s most recyclable and valuable metals. Recycling it is not only environmentally responsible but also economically efficient. As demand for low-carbon and cost-effective aluminium production increases, modern recycling plants must deliver far more than melting capacity. They must ensure process reliability, consistent output quality, energy efficiency, and seamless integration across the entire production line.
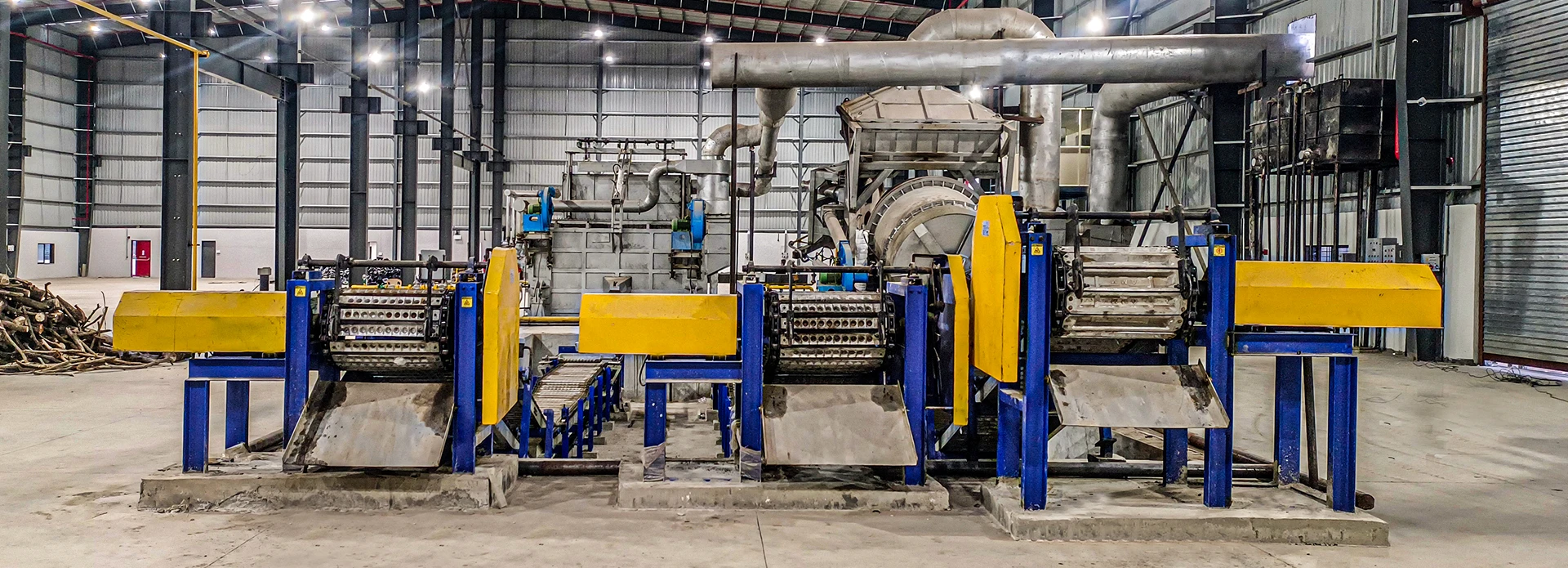
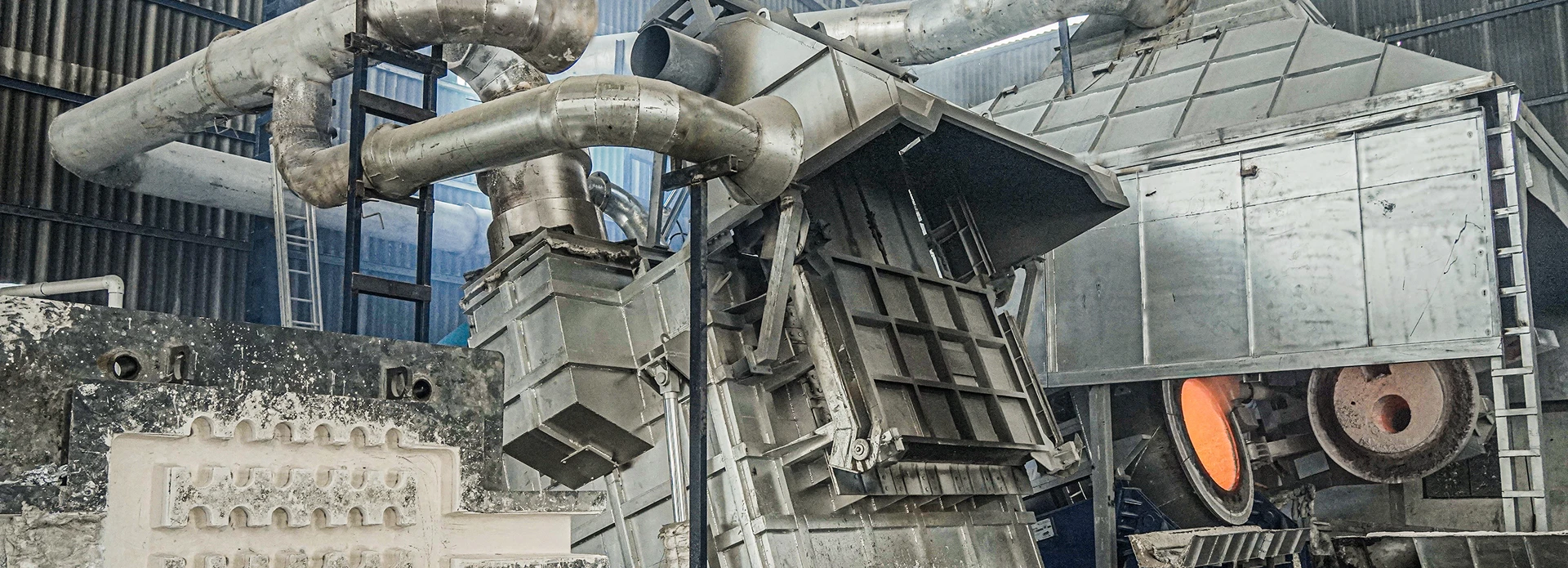
At Dhanvanti Engineering Pvt. Ltd. we design and deliver turnkey aluminium recycling plants tailored to your production capacity, scrap mix, and end-product requirements. Our solutions combine aluminium melting furnaces, ingot casting conveyors, and allied plant machinery into a fully integrated system built for efficient metal recovery, optimised fuel and power consumption, and reliable daily operations.